
Eskişehir SUNDURMA ÇATI SİSTEMLERİ
SUNDURMA
ÇATI
SİSTEMLERİ
Sundurma, bir kapı ya da herhangi bir geçitin dış girişine çatı olacak biçimde,
girişi yağmur, güneş vb. etmenlerden korumak amacıyla arkası duvara verilen yapıdır.
Bölgesel mimariye göre değişkenlik gösterebilecek pek çok sundurma tipi bulunur.
Yapıların dış cephelerinde bulunan sundurmalar yerle temassız olabileceği gibi parmaklık, ince duvarlar vb. ögelerle desteklenebilir.
Sundurmaların altındaki zemin yer ile aynı hizada olabilir ya da birkaç basamaklık merdiven ile çıkılabilir.
En az bir kişinin rahatlıkla içinde durabileceği boyutlarda inşa edilir. Sundurmaların daha büyük boyutlarda, bütün ön cepheyi kaplayan türlerine veranda denir.
Sundurmalar yeterli genişlikte oldukları takdirde üst kat zemininde balkon olarak kullanılabilirler.
Bu yapılar Hint mimarisinde önemli bir yer tutar
SUNDURMA ÇEŞİTLERİ
1. Kış Bahçesi
2. Teras Katı
3. Giriş Kapısı ve Balkon saçakları
4. Mutfak ODasının Çıkış Kısmı
Malzeme Çeşitleri
1. Demir Profil
2. Paslanmaz Çelik
3. alüminyum
4. Ahşap Sundurma
Sundurma
Çatı
Nasıl Yapılır ;
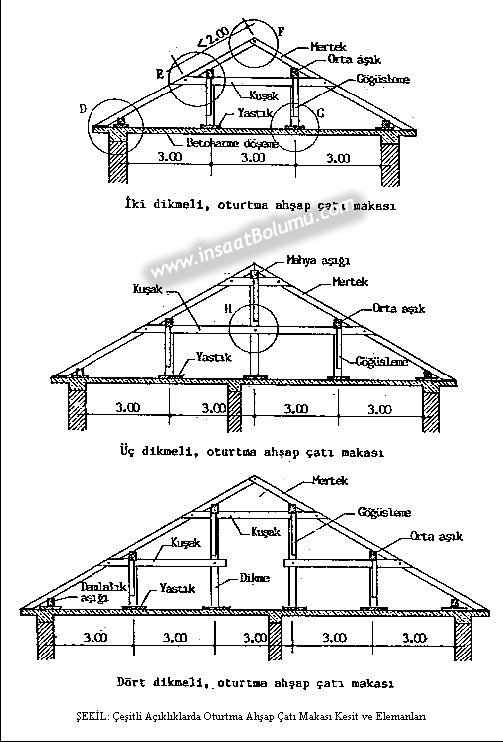
Yapıları dış atmosferden gelen yağmur, rüzgar, kar ve dolu gibi etkenlerden koruyan elemanlara çatı denilir.
Genellikle ahşap, çelik ve betonarmeden yapılan çatılar konut, işyeri, atelye, fabrika, hastane, okul ve buna benzer pek çok yapıda kullanılmaktadır.
Çatıların ana görevleri kar ve rüzgar yüklerini emniyetle taşıyabilmek, yağmur ve kar suları yoluyla yapıya gelen suyu en kısa yoldan oluk, dere ve borulardan zemine vererek
uzaklaştırmaktır.
Teras Sundurma Çatı Modelleri ve uygulama Teknikleri;
ÇELİK ÇATI :
Çeliğin gerilmelere karşı olan yüksek dayanımı nedeniyle, mesnet açıklığı fazla olan binaların çatıları, çelikten yapılır.
Çelik, demir cevherinin yüksek fırınlarda kok kömürü yakılarak ergitilmesiyle oluşturulan ham demirin,
özel fırınlarda tekrar ergitip, içerisine çeşitli katkıların da yapılmasıyla elde edilir.
Çeliğin sertliğini ve yüksek dayanımını, içerisindeki karbon verir. Çelikteki karbon oranı, %0,3-1,7 arasında değişir.
Ayrıca çelik içerisinde, çeşitli oranlarda mangan,fosfor, kükürt gibi elemanlar da bulunmaktadır.
Yapının çatısında ve kolon, kiriş gibi taşıyıcı elemanlarında,
çekmeye karşı dayanımı 2400 kgf/cm olan ST37 ve 3600 kgf/cm olan ST52 çelikleri kullanılmaktadır.
ST52 çeliğinin dayanımı, ST37’ye göre %50 daha fazla olduğundan, daha fazla dayanım ve estetik gerektiren yerlerde kullanılır.
Ayrıca, ST52 çeliğinin dayanım özelliğine sahip, fakat kaynak yapmaya daha uygun olan HSB50 çeliği de imal edilmektedir.
Çelik, kullanılacağı yere göre çeşitli hesaplamalar sonucu çıkacak gerilmeleri, en ekonomik biçimde karşılayacak şekil, kesit ve boyutlarda imal edilir.
Fabrikalarda yapılan bu şekillendirmeye haddeleme, elde edilen şekillendirilmiş çeliğe de hadde mamülü denir. Hadde mamulleri dört kısma ayrılır:
1)- Profiller,
2)- Lamalar,
3)- Levhalar,
4)- Diğer gereçler,
1) Profiller :
Standartlarla belirlenmiş şekil ve boyutlardaki çeliklerdir.
2) Lamalar :
Diktörtgen kesitli çeliklerdir. Genişlikleri b=12-150 mm, kalınlıkları ise t=5-60 mm arasında olur.
3) Levhalar :
Düz, silindirik, kubbeli ve oluklu olarak imal edilir. En çok kullanılanı ise düz levhalardır.
Düz levhaların genişlikleri b=160-1250 mm, kalınlıkları t=0,45-24 mm, uzunlukları ise L=2,00-6,00 m arasında olur.
Ancak, taşıyıcı olarak kullanılan ve yassı hadde mamülü denilen levhalar, kalınlıkları t=6 mm’den fazla olan düz levhalardır.
Kalınlıkları t=6-0,45 mm arasında olan düz levhalara sac 0,45 mm’den daha ince olanlarına da teneke denir.
4) Diğer Gerçekler:
Mesnetler için özel olarak GS52,1 veya C3 denilen döküm çeliğinden ya da fonttan imal edilen parça ve elemanlardır.
Çelik çatıların yapımında kullanılan elemanlar, düğüm noktalarında birbirleriyle, çelik birleştirme araçlarıyla birleştirilir.
Bu araçları;
• Sökülebilen birleşim araçları (blonlar),
• Sökülemeyen birleşim araçları (perçin ve kaynak)
Olmak üzere
ikiye ayrılır
a) Sökülebilen Birleşim Araçları (Blonlar):
Çatının ileride tekrar sökülebileceği ya da elemanlarının diğer araçlarla birleştirilmesinin uygun ve ucuz olmadığı durumlarda blon kullanılır.
Üç tarafı dişli, gövdesi silindirik ve baş kısmı da düzgün altıgen şeklindedir. Önceden, matkapla açılan yuvasına sokulur,
önüne bir rondela konur ve somunu da takılarak sıkılır. Genellikle 4D ve 5D çeliklerden imal edilen blonların boyutları, sistem içerisindeki gerilmelere göre yapılan hesaplamalarla bulunur.
b)Sökülemeyen Birleşim araçları
(Perçin ve Kaynak)
1) Perçinler :
Az karbonlu çelikten imal edilir ve ayrıca, yumuşatma tavına tabi tutulurlar.
Birleştirilecek elemanların deliği, perçin çapından 1 mm daha geniş açılır. Perçin, kızıl dereceye kadar ısıtılır ve deliğe yerleştirilir.
Delikten artan uc kısmı da, üzerine bir başlık konularak ve perçinin arkasından da bir çekiçle dayanılarak dövülür.
Böylece, hem delik tamamen doldurulmuş ve hem de, istenilen şekilde bir perçin başı sağlanmış olur.
Bu perçinleme işi, çekiş kullanılarak elle yapılabildiği gibi hava tabancası kullanılarak makineyle de yapılabilmektedir.
Perçinlerin uç kısımları konuk, baş kısımları ise yuvarlak, haşve ve mercimek başlı olmak üzere üç şekilde imal edilir. (Şekil 353).
Standart boyutlarda imal edilen perçinlerden hangilerinin kullanılacağı, hesaplamalar sonucunda tespit edilir.
Bir düğüm noktasında kullanılan perçinlerin aralıkları da;
-Perçinlerin kolay dövülebilmeleri,
-Delik boşluklarından dolayı dayanımının azalmaması,
-Delik çevresinde gereksiz gerilmelerin oluşmaması,
-Birleştirilen elemanların arasına su girip, pas yapmaması,
-Basınç tesiriyle levhaların buruşmaması
gibi hususlar göz önünde tutularak tespit edilir.
2) Kaynaklar:
Yapılış yöntemlerine göre ergitme ve basınç kaynağı olmak üzere ikiye ayrılır.
Ancak, çelik çatılardaki düğüm noktalarında, genellikle ergitme yöntemi uygulanmaktadır.
Ergitme yönteminde; kaynatılacak elemanlar uç uca, yan yana ya da üst üste getirildikten sonra, 300-5000 dereceye kadar ısıtılarak ergitilir.
Bu arada, ek bir metal olarak kullanılan kaynak teli veya elektrodun da ergitilmesiyle, parçalar arasındaki boşluklar dolar.
Soğuma sonunda da birleşme sağlanmış olur.
Bu yöntemdeki ergitme işlemi, gaz kaynağı ya da elektrik kaynağı yapılarak sağlanır.
Gaz kaynağında, ısı kaynağı olarak asetilen ya da profan gazı kullanılır. Ancak, çatı elemanlarının kaynak yapılarak birleştirilmesinde, daha çok elektrik kaynağı kullanılmaktadır.
Elektrik kaynağından; elektrik akımının (-) ve (+) uçlarının birbirine yeter derecede yaklaştırılmasıyla,
elektrik enerjisi bir ark yaparak ısı enerjisine dönüşür ve 5000 derecelik bir ısı elde edilir.
Bu işlemi yapan kaynak ustası, bir eliyle ucunda kaynak makinesinin (-) kutbuna bağlı bir elktrot bulunan kaynakçı maşasını tutarak, yeterli mesafeden kaynağı uygular.
Diğer eliyle de, kaynak esnasında oluşan zararlı ışınlardan ve kaynak serpintilerinden korunmak için, yüzüne doğru kaynakçı maskesini tutar.
Bu arada, makinenin (+) kutbuna bağlı bağlantı maşası da, kaynak yapılan parçalardan birisine bğlanarak, devrenin tamamlanması sağlanır.
Çelik çatılar, imalat sistemleri bakımından
iki şekilde yapılır.
4.2.1- Makaslı, profil çelik çatılar,
4.2.2- Kafes sistemli çelik çatılar.
4.2.1- Makaslı, Profil Çelik Çatılar
Çatı, çelik profillerle imal edilen makaslar ve bu makasları birleştiren yine çelik profillerle yapılan aşıklarla oluşturulur.
Makaslar, bu tür çatıların esas taşıyıcıları olduğundan; önce bu çelik çatı makaslarını görelim:
ÇELİK ÇATI MAKASLARI:
Çelik çatı makaslarının blon, perçin ve kaynakla birleştirilerek inşa edildiklerini biliyoruz.
Ancak, blon ve perçinle yapılan birleştirmelerde, teknolojik bir farklılık olmadığından, çatı makaslarını;
• Perçinle yapılan çatı makasları,
• Kaynakla yapılan çatı makasları
Olmak üzere
ikiye ayırarak göreceğiz:
a)Perçinle Yapılan Çatı Makasları:
Yapılış kolaylığı bakımından, çatı makasının genellikle tüm çubukları çift korniyerden oluşturulur.
İki korniyer birbirine, sırt sırta dayandırılarak ve düğüm noktalarında,
korniyerler arasına konan levhalara, perçinle bağlanır.
Çelik çatılarda kullanılan minimum korniyer kesiti, 50x50x5 mm ve mimimum perçin çapı da, d=13 mm olur.
Çelik çatılarda,daha küçük korniyer ve perçin kullanılmaz.
b) Kaynakla Yapılan Çatı Makasları:
Çatı makasında kullanılan çubuklar, düğüm noktalarında kaynakla birleştirildiğinde, alt ve üst başlıklar genellikle
T veya I profillerinden, bazen de çift korniyerlerden oluşturulur. Askı ve diyagonallar (payandalar) ise, çift ya da tek korniyerden yapılır.
Düğüm noktalarındaki birleştirmeler de, korniyer ve profillerin durumlarına göre levhalı ya da levhasız olarak yapılır.
Perçin veya kaynakla birleştirilerek yapılan çelik çatı makaslarının üzerine atılan aşıklar, genellikle I ve bazen de [ ve Z profillerinden yapılır.
Çatı makasına ya da kalkan duvarına dik doğrultuda gelen rüzgar etkisini karşılamak için de, çatı düzlemine paralel olarak rüzgar kirişleri kullanılır.
Rüzgar kirişleri, ayrıca bir boyut hesaplaması yapılmaksızın, genellikle L 45x45x5 mm’lik korniyerlerle veya =60×6 mm’lik lamalarla oluşturulur.
Ancak, büyük ve önemli çatı sistemlerinde, rüzgar kirişlerinin enkesit boyutlarını hesaplayarak bulmak ger
Müstakil evinizin bahçesine ahşap sundurma mı yaptırmak istiyorsunuz? Sizlere en sağlıklı
ahşap sundurma çeşitleri ve uygulamaları ile hizmet vermekteyiz
.
Cam
Sundurma
Nedir;
Diğer adi “tek yüzeyli çatı” olan cam sundurma çatılar, yapımı kolay, ucuz maliyetli olup garaj,
kömürlük ve bahçıvan odası gibi küçük açıklıklı yerlerde uygulanmaktadır.
Bu çatılar ya tek bir bina çatısı olarak ya da bina duvarına dayalı eklenti çatısı olarak yapılabilmektedir.
ÇELİK
KONSTRÜKSÜYON
SUNDURMALAR




















ZİYARETÇİ YORUMLARI
BİR YORUM YAZIN